BETSA® Motorized Electric Discharge Machine
EDM [MH20M]
The Motorized EDM [MH20M] has been designed to drill the tiny holes in any conductive gasket material required by the operation of Diamond Anvil Cells (DACs).
This EDM is designed and assembled in the BETSA® workshops.
Simple, efficient, robust and guaranteed to operate for 30 years

Fast drilling, high hole shape quality, high accuracy in centering and very easy operation make the [MH20M] the best tool to prepare the gaskets used in high pressure physics.
Features
• Drilling diameter : from 20µm to 500µm.
• Centring accuracy : < 5µm.
• Drills in any conducting material : Stainless steel, rhenium...
• Easy to operate
• Fast drilling : dia. 40µm /minute for a dia. 200µm hole in a stainless
steel gasket
• Possibility to change the polarisation and to tune both the
voltage and the current : to optimise drilling performances as a
function of gasket material, thickness and hole diameter.
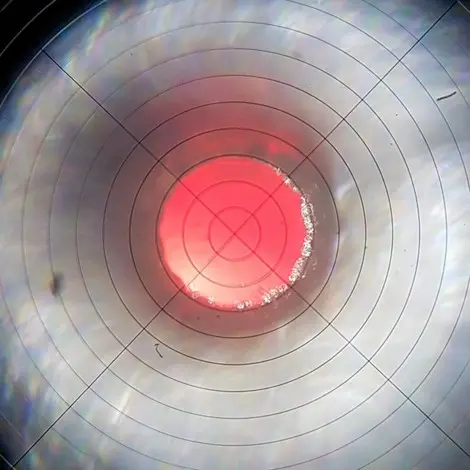
• Centering microscope (x 400) (x200)
• Observation microscope (x 50) (x100)
• Motorized drilling : the voltage between the electrode and the
gasket feeds back to control the movement of the vertical table.
• Weight : 12 kg; Size : 19 cm wide., 33 cm deep., 42 cm high.
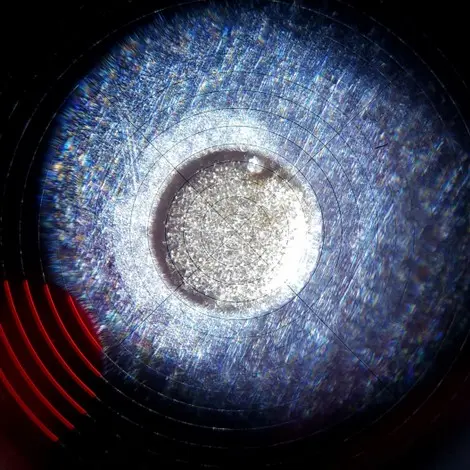
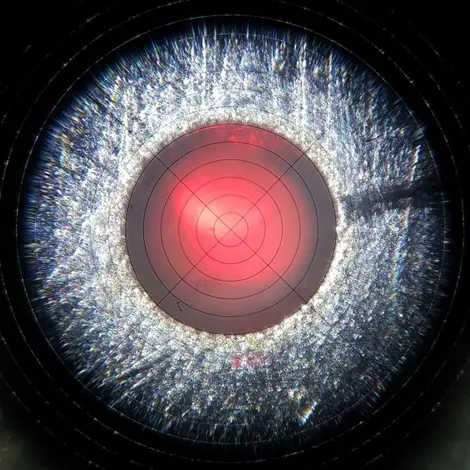


Visualisation during the drilling
Simple and effective conventional system with quality objectives
No need computer or camera software have be update.
Rotating head rotates 90 °
to change from centering visualisation position to drilling
Abrasive tool for electrode used
in MH20M spark eroder
Why does BETSA® offer a sanding tool?
Because the electrodes wear out during drilling,
Their deformation over time makes conical holes.
Our electrodes very easily repositionable can be sanded with this tool to improve the electrical contact plane and the shape of the cylindrical hole, easy no!



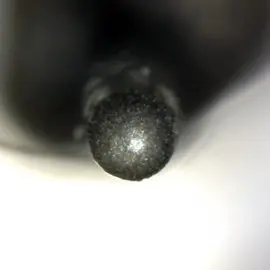
Electrode set:
- The tungsten top of the electrode is guided in a Ø500µm hole.
Top of the needle:
- The electrode is always perpendicular to emery cloth.
Erosion of electrode:
- About 10 to 20 seconds to repair an electrode.
The abrasive tools have been designed to facilitate the repair (with emery cloth) of used and worn MH20M electrodes. The quality of the repair does not depend on the dexterity of the user. There is no risk of destroying (folding or folding) the tungsten part of the electrode.
ELECTRODES
Using different diameter wires the hole diameter can be continuously varied from 60μm to 530μm by controlling the electrode voltage.
A needle is used for drilling from 10μm to 50μm.
List of Type II electrodes :
Electrode Needle radius 2µm.
Electrode Ø 50µm - 80µm - 100µm - 125µm -
150µm - 200µm - 250µm - 300µm - 380µm - 500µm